
January through March
2001
TABLE OF CONTENTS
A. Project Summary
1. Technical Progress
2. Cost Reporting
B. Detailed Reports
1.1 Magnets &
Supports
1.2 Vacuum System
1.3 Power Supplies
1.4 RF System
1.5 Instrumentation
& Controls
1.6 Cable Plant
1.8 Facilities
1.9 Installation
2.1 Accelerator
Physics
A. SPEAR 3 PROJECT SUMMARY
1. Technical Progress
The DOE Office of Science conducted a combined Semiannual/Quarterly Review
of the SPEAR3 Project on February 9, 2001. The review committee report
noted that "SPEAR 3 technical systems have continued to make good progress
in design and procurement. The committee did not find any major issues
and believe the project is working aggressively in making timely decisions
to correct identified concerns on design, schedule, and resource issues."
The DOE 1st Quarterly Report of FY 01 listed the Key Milestones
for the 2nd Quarter of FY 01. These were all achieved on schedule
except for the PSAD for which a draft was completed in March and is under
review.
Key Milestones Upcoming (next three months) Baseline Date
· Mini-Lehman Review 2/01
· Delivery of first production
magnets from IHEP 3/01
· BM1 & BM2 chamber Revere
copper delivery 3/01
· First lot of QFC chambers delivery
3/01
· Complete prototype fixed girder
3/01
· 1.2 MW klystron acceptance test
3/01
· Complete Preliminary Safety Assessment
Document (PSAD) 3/01
Revision 1 of the Project Execution Plan was approved by DOE in this Quarter.
This revision reflects the project changes of August 2000 which included
the baseline cost increases due to the extended schedule with project completion
in FY 03.
The first shipment of production magnets (9 Dipoles and 12 Quadrupoles)
left IHEP at the beginning of March and arrived at SLAC April 4. The magnets
are undergoing mechanical checks followed by fiducialization and magnetic
measurement checks. The magnets are shown in section B (1.1) where they
have been uncrated in PEP Interaction Hall #12. A second shipment of magnets
(3 Dipoles, 7 Quadrupoles, and 6 Sextupoles) left IHEP near the beginning
of April.
A prototype of one of the 3 magnet/vacuum support rafts (girder BM2)
for a standard cell was manufactured in March and delivered April 6. It
is planned that magnets and vacuum chambers will be installed on this girder
in the next quarter to check-out installation and alignment techniques.
This will be followed by the procurement of production units for all support
girders. A picture of the girder is shown in section B (1.1). The location
is Building 750 (Linear Collider Hall) where production assembly of the
technical components on the various support girders will take place.
For the Vacuum System, six sets of QFC machined halves were received
in February in preparation for e-beam welding. Tooling was designed and
fabricated to straighten the longer BM1 and BM2 chambers. The vacuum fabrication
facilities were prepared. All parts required to complete a BM2 chamber
were completed together with associated e-beam welder tooling. Unfortunately,
the e-beam welder required extensive cleaning in late March delaying chamber
production by approximately 3 weeks. The current plan is to complete the
prototype BM2 chamber in April for assembly with magnets in the first BM2
raft. QFC production will then proceed with production rate of approximately
1 unit/week. Two shift operation of e-beam welder is planned for April
23 to regain schedule loss.
All twenty bulk power supplies for corrector magnets have been received
and tested. The induction kicker supply is nearing completion. Following
a no-bid response, the main dipole supply will be build in-house following
the PEP-II design. Intermediate supply specifications are in progress.
The production of the main RF system components is proceeding well.
The 1.2 MW klystron was completed within the twelve months delivery time
and successfully tested in early March to 1.3 MW. The tube arrived at SLAC
April 9. Further testing awaits the availability of a PEP-II power supply.
The 4 RF cavities are in production with scheduled delivery in late CY
01. While the cavities are approximately 2 months late from the contract
schedule, they are near 1.5 years ahead of schedule for their planned installation.
The major part of the West straight section shielding was completed
in the FY 00 shutdown. Final connections to the existing shielding together
with the addition of new roof blocks over the entire straight section (required
for 500 mA) will take place in the regular FY 01 shutdown. This makes possible
the completion of the new RF system enclosure with installation of the
new klystron, associated components, and the waveguide system from the
klystron to the top of the west straight section shielding.
Work by the Instrumentation and Control group has continued to focus
on the detailed specifications and design of the computer control system
including the fast digital power supply controller, the BPM processor,
the orbit feedback systems, and the machine protection system. Various
control modules are in phases of design, fabrication, and testing.
Design of the cable tray system was the dominant activity in the Cable
Plant area. The conceptual designs, and many of the details, are well defined.
Unresolved issues center on upgrading the East-West elevated cable trays,
and integration of cable tray installation into scheduled yearly maintenance
periods. Additionally, management of the Cable Plant has shifted to the
SLAC Controls Department, with a concomitant increase in the level and
expertise of staffing.
As mentioned in previous reports, in order to achieve a final installation
schedule of 6 months, many modifications must be done in the normal shutdowns
prior to FY 03. In the last 3 months, the engineering and design drawings
and specifications have been completed for the shielding modification in
the WEST Straight section. The contract for this work will be out for bid
in April 2001. Similar work for the EAST Straight section will take place
in FY 02. This work is necessary for the shielding required for the higher
beam currents of SPEAR 3.
Also, the Accelerator Physics Group has made good progress toward specifying
corrector and kicker magnet performance, performing tracking studies, and
developing software for orbit control. Efforts have included specifying
locations and operational parameters of diagnostic components, and studying
mis-steering through matching cell lattice sections. Work has also included
girder vibrational modeling, beam dump specifications for radiation protection,
and studies of electron beam losses to implement radiation protection.
Work continues on the near term Radiation Physics objectives that will
have an effect on this years shutdown, as well as long term goals to comprehensively
assess all shielding and design parameters. Ongoing work includes defining
what additional shielding may be required for the new "C" shaped dipole
magnets and minimum thickness of roof shielding for areas around the ring.
A preliminary result (February 2001) indicates that no additional shielding
is required for the dipoles and that 12 inches concrete roof shielding
is adequate except in special locations which are currently specified for
SPEAR 2.
2. Cost Reporting
Approved DOE funding of 8M$ was received November 2000 with additional
funding of 2M$ this quarter bringing the total to 10M$ for this fiscal
year. NIH funding of 28M$ was received in FY 99 and FY 00 as indicated
in Fig. A1.
The total project costs and commitments through March of this quarter
are summarized in Table A1. The integrated costs and commitments per month
are given in Fig. A1.
Table A1
Project Costs through March 2001
(K$)
|
|
|
Direct Plus
|
|
|
Direct
|
Indirect
|
|
Costs |
11,339
|
13,019
|
|
Commitments |
2,230
|
2,420
|
|
Total |
13,569
|
15,439
|
Table A2 provides the project performance data with associated cost
and schedule variances at WBS Level 2. Monthly plots of this data for FY
2001 are provided in Figure A2 together with BCWS projections through September
2001.
Fig. A1
Table
A2
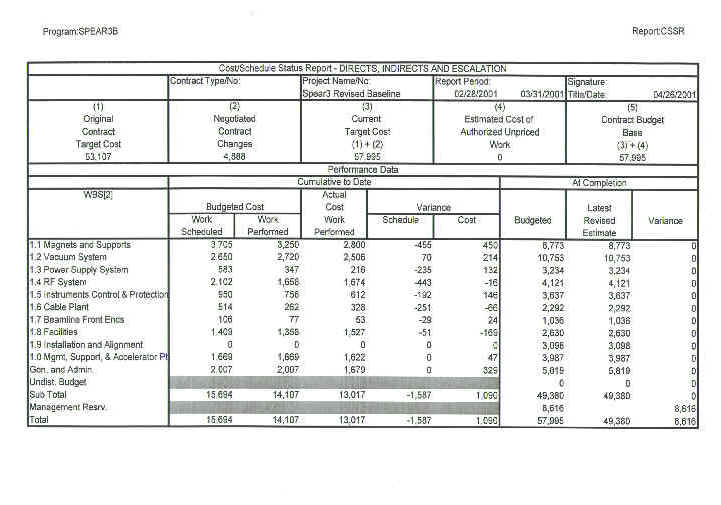
Fig. A2
B. Detailed Reports
1.1 Magnets
and Supports
Support System
We have designed and received a prototype steel girder for the BM2 portion
of the standard cell. This girder will be mounted in an identical fashion
as the mounting scheme for the SPEAR3 ring installation. We hope to learn
pre-assembly and installation techniques as the magnets are installed and
aligned onto the girder over the next quarter. Orders for the production
steel girders are expected to go out next quarter.

BM2 prototype steel girder
Vibration tests on the prototype Sextupole and Quadrupole indicated
that the bottom brackets on both magnets need to increase in stiffness
to keep the first frequency above ~15 Hz. New brackets have been designed
and fabricated, and subsequent tests have proven the design adequacy for
the production magnets. Orders for production support hardware and struts
are expected next quarter.
Magnets
All parties signed updated versions of Attachment #1, 2 and 3 in early
January 2001. These documents incorporated new delivery dates and payment
schedules. Addendum #1 to the ICA, which tracked the current cost changes,
was signed along with Attachment #5 for the Horizontal & Vertical (H/V)
Corrector production. The H/V Corrector magnets represent the final magnet
order through IHEP for the SPEAR3 project. All magnets are scheduled to
be complete and delivered to SLAC by June 2002.
Nanyang Li, SPEAR3 magnet engineer, traveled to IHEP to review the production
magnets prior to the scheduled shipment to SLAC at the end of February.
This visit was highly successful as several items were found and corrected
before the magnets were crated and installed into the shipping containers.
The first shipments of production magnets arrived at SLAC on April 2nd
and were off loaded in PEP Interaction Region 12. These magnets are in
the process of mechanical and electrical checkouts after which they will
be sent to magnetic measurements and alignment.

First shipment of production magnets from IHEP being uncrated in IR12
Magnetic measurements
We have completed the magnetic measurements of the three prototype magnets
and they have received alignment data established to the fiducial stands
that have been welded to the magnet cores. This will be the standard procedure
used for the production magnets.
It is anticipated that approximately 20-25% of the production Quadrupoles
and Sextupoles will be magnetically measured, while 100% will be fiducialized.
For the Gradient Dipole, the fiducialization is incorporated with the magnetic
measurement hardware and therefore 100% of these magnets will be measured.
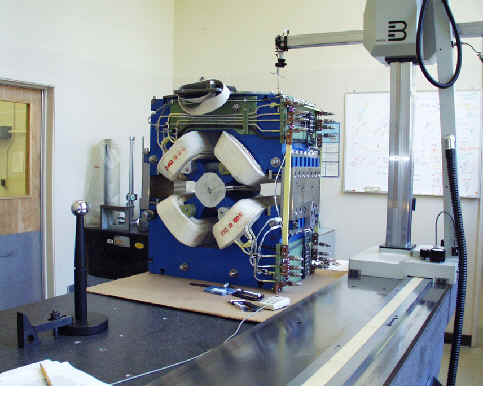
34Q Quadrupole in CMM lab to receive alignment data to fudicials
Corrector Magnets
IHEP has sent, and SLAC has reviewed the first set of H/V Corrector
detail drawings. IHEP will incorporate the changes and suggestions made
by SLAC and final drawings are expected early next quarter. Seventy-five
(75) magnets will be fabricated for the SPEAR3 project. The prototype H/V
Corrector magnet shipping schedule is August 2001.
1.2 Vacuum System
The engineering efforts during the past quarter included the following,
· Procure replacement copper
for the standard girder chamber.
· Procure and fabricate production
piece parts and sub-assemblies for the QFC chambers.
· Build tooling to straighten the
large BM-1 and BM-2 chambers.
· Establish production workflow and
travelers for the standard girder chambers.
· Prepare and layout the vacuum fabrication
facility.
· Inspect and destructively test the
Beam Position Monitors (BPMs).
· Assemble and develop the weld programs
for the BM-2 chamber.
· Develop the SLM mirror design requirements
and preliminary optics layout.
· Complete fabrication of prototype
BM2 vacuum supports.
· Complete the production Standard
Girder Support detail drawings.
· Fabricate the injection kicker prototype
magnet/chamber.
Standard Girder Chambers
QFC Standard and Matching Chambers
The first lot of production QFC chamber halves was delivered ahead of
schedule. Six sets of QFC halves were received in February. The plates
were inspected and met their design tolerances. During this quarter the
matching lattice was modified to use the same lattice as the QFC standard
cell. This was a key decision because it enables us to use the same vacuum
chamber and supports for both the standard and the matching, thus reducing
non-recurring engineering costs. The production order for the QFC piece
parts were increased including the machined halves. The remainder of the
QFC machined halves for the standard cell, as well as the additional plates
for the matching cell will be delivered in the beginning of April 01.

Significant progress was made on the procurement and fabrication of
the QFC piece parts this quarter. All the parts are on order and partial
shipments or full shipments have been received.


Also, production of the H2 absorber piece parts is near completion.
All the piece parts except for the GlidCop hot plate are complete including
the sub-assembly brazements. Initial manufacturing estimates indicate that
the piece parts are ahead of schedule and on budget. The following figures
show the machining of the H2 hot plate and some of the completed parts.
Production brazing of the absorbers will begin in April.

Absorber Machining Hot Plates
H2 Hot Plate NC Machining
BM-1 and BM-2 Standard Chambers
The purchase order for the replacement copper was placed in the beginning
of January and the first lot of copper was shipped at the end of March
on schedule. The plates will reach the machining vendor during the first
week of April. The first lot of BM-1 halves is due this summer. Tests to
verify that the copper meets our technical needs will be done early next
quarter.
Work has continued on completing the first article BM-1 and BM-2 chambers.
The cooling bar welds on the BM-2 chamber was completed. A straightening
fixture for the long halves with cooling bars was designed and built and
the BM-2 halves were straightened and assembled in the box weld tooling.
An inspection device was designed and fabricated to measure the profile
of the slot. This is the critical dimension for the chamber to prevent
high power synchrotron radiation from striking the slot during a beam mis-steer.
It is difficult to inspect the profile of the slot once the chamber is
assembled, therefore a tool utilizing spherically mounted retroreflectors
(SMRs) and a laser tracker was developed. This tool slides through the
inside of the chamber and the laser tracker records the location of the
SMRs. Initial measurements show that the BM-2 chamber slot assembled and
partially tacked in the box weld tooling is within the specified profile
tolerance band and the nominal slot height is exactly the design value
of 13 mm. Similar results were found for the first two production QFC chambers.
Production programming for the tacking and the box weld sequences are underway.
The first BM-2 chamber will be complete in the beginning of May. The following
figures show the flange end brazement, the H1 absorber and the electron
beam weld programming for the BM-2 chamber.

BM-2 Flange End Brazement

H1 Hot Plate Machining
BM-2 Electron Beam Weld Programming
BM-2 Chamber
Manufacturing Standard Girder Chamber
Significant progress has been made in preparing our vacuum assembly
building for production. Two large clean rooms have been reserved for SPEAR3
work and the fabrication of a temporary clean room is underway. This temporary
clean room will be an extension of the two large clean rooms and will be
used for the clean straightening of the chambers halves. Also, the electron
beam welder was successfully used to produce hundreds of chambers for PEP-II,
and will be thoroughly cleaned along with some machine maintenance in April.
Also, effort has been put toward the production planning and workflow
for the girder chambers. Travelers, data sheets and other documentation
for the QFC chambers are being reviewed and modified and will be ready
for full production by the beginning of May when the QFC chambers move
into the production phase. The production goal is to produce at least one
QFC chamber a week completing the standard girder QFC chambers by the end
of July 01.
Also, in late April we will obtain an additional electron beam welder
operator, as well as additional programming support. These personnel provide
secondary support when required to maintain our production schedule.
Standard Girder Vacuum Supports
The production detail drawings for the BM-1, BM-2 and QFC standard girder
vacuum supports were completed this quarter. Preliminary estimates for
the production supports were obtained and were within the engineering estimates
presented at the final design review. The production order is pending the
assembly of the prototype BM-2 girder, as well as the matching chamber
design. Also, the prototype BM-2 vacuum chamber supports were completed
this quarter.

BM-2 Prototype Vacuum Chamber Supports
Injection System
The injection kicker prototype piece parts arrived this quarter and
assembly is near completion. The 1.2 meter long K1/K3 prototype electrical
testing will begin in May. Also higher order mode testing is scheduled
for June followed by more electrical tests using the production modulators
and cables.

Injection Kicker
A preliminary design review for the septum chamber was held in January
and the action items from that review have been addressed. The final design
review is pending the final acceptance of the magnet design and manufacturing
tests for the chamber. The thin stainless steel inner wall is being prototype
to provide manufacturing and tolerance details. Also, studies on the potential
of beam loss into the thin inner wall are being studied. Initial physics
simulations show that during a beam abort the majority of the beam energy
is lost in areas of high dispersion. Therefore, only a small fraction of
energy will be lost to the septum. A fixed collimator will be added into
the QFC chamber at girder 16 to increase the probability that the energy
will be lost at this location.
Diagnostic System
Significant progress was made on the synchrotron light monitor (SLM)
this quarter. Many decisions regarding the optics and physics requirements
were made. The optics and mechanical layout of the SLM system was completed.
Once the major optics requirements were established the primary mirror
dimensions were defined. Preliminary drawings of the primary mirror along
with its mounting and actuating devices were also completed. A conceptual
design review is scheduled for the end of next quarter. Also during the
next few months a preliminary polishing specification will be developed
to obtain budgetary quotations for the fabrication and polishing of the
primary mirror.
1.3 Power Supplies
Dipole Power Supply
As reported in the last quarterly report the plan is to use a bulk power
supply purchased from industry and 4 PEP II-style modules, built at SSRL,
to make a 930 kW dipole magnet power supply.
Each of the 4 PEP II-style modules must provide 600V, 400A, 240 kW of
output. Since the last report, the engineering analysis and testing of
a PEP II-style chopper module to satisfy SPEAR 3 needs has gone well and
met all expectations. The PEP II module has been tested at 600 V and 400
A. All the component voltages, currents and temperatures that have been
measured are well within their ratings. It must be pointed out, however,
that the 600 V and 400 A goals have not been simultaneously achieved, due
to bulk power supply and load limitations. To work around this, the plan
is to move the test chopper module to Building 140 at the beginning of
the SSRL 2001 summer shutdown. At that time the White Circuit Bias Power
Supply will serve as a bulk power supply and the Bias magnets will serve
as an inductive 600 V, 400 A load. All indications to date point to a successful
full-load test without modification of the module. However, if problems
do arise during the test, they will be analyzed and corrected.
After the 600 V, 400 A ratings are successfully demonstrated, all the
parts needed to build 4 modules will be released for fabrication. At the
present time preparations are being made to purchase parts for the dipole
system components that are independent of the power test. Examples are
the power supply controllers, module chassis parts, transductors, etc.
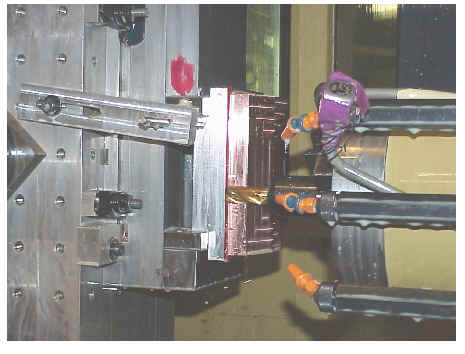
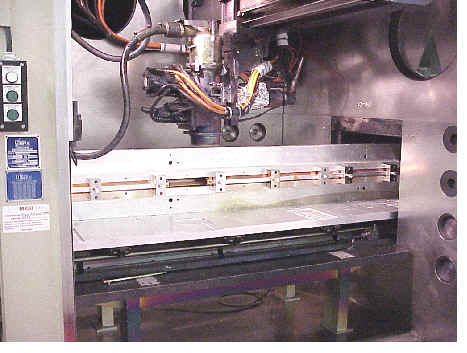
Below are some pictures of PEP II chopper equipment that will be replicated
for the SPEAR 3 Dipole Power System.

Dipole Bulk Power Supply and Some Installed Modules
Front and Rear Views of PEP II-Chopper Modules
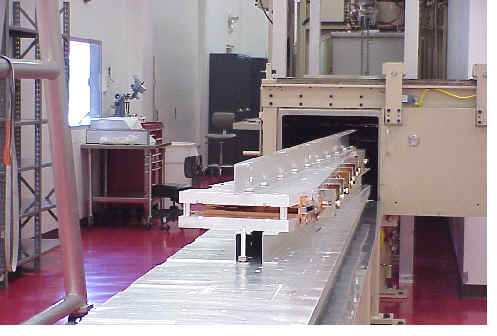
Dipole Power Transformer
Neeltran has resubmitted the Dipole Power Transformer electrical and
mechanical drawings, incorporating SSRLs previous comments. The drawings
were reviewed by interdisciplinary SSRL members and found acceptable. The
transformer was released for fabrication and is expected onsite in June
2001.
Large Power Supplies
There are 6 large power supplies needed for SPEAR 3. These are freestanding
power supplies with output ratings greater than 35 kW. The power supply
service and ratings are tabulated below.
| Service |
Volts |
Amperes |
Kilowatts |
Cooling |
| SD |
600 |
225 |
135 |
Air/water |
| SF |
600 |
225 |
135 |
Air/water |
| QD |
700 |
100 |
70 |
Air |
| QF |
700 |
100 |
70 |
Air |
| QFC |
700 |
100 |
70 |
Air |
| QFC |
700 |
100 |
70 |
Air |
A design review for these power systems was held on March 7, 2001. Since
then, the review comments have been resolved, the technical specification
approved, and a purchase requisition written. The purchase requisition
is presently in the approval cycle for issuance of a request for proposal.
Bipolar Power Supplies
Testing of the prototype MCOR30 fast corrector bipolar power supply
was successful. A preliminary power supply specification sheet is available,
based on test results of the prototype. The bipolar power supplies are
now in the pre-production phase. The plan is to build an operational full
crate of 8 power supplies by late May. Bids for the final production run
and product support will be solicited during the next reporting period.
MCOR30 Crate With The Prototype Bipolar Power Supply
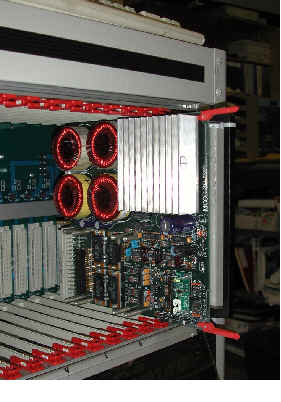
Pulsed Power Supplies
Kicker Pulsers
A four-stack version of the SPEAR 3 kicker pulser has been built and
is now in high voltage testing in the Power Conversion Department (PCD).
Below are photos of the prototype, and output current waveforms for a 1250
V charge. Higher charge voltages were not tested because some high voltage
arcing was evident from the IGBT driver board to the core assembly. Rounding
the corners on the core assembly and having a three-layer board made will
correct this problem. In the new driver board, high voltage will be contained
within in the middle layer.

Photo Of The 4-Stack Prototype Kicker Pulser
Prototype Kicker Pulser Output Current At 1250 V Charge
A layout for the electronic enclosure for the modulator core assembly
and board has started. PCD will have custom enclosures built that are based
on the standard SLAC design, but adjusted slightly for the height of the
core assembly.
Design of a prototype trigger interface board is complete.
Several minor changes have been made to the mechanical design of the
core assembly, to eliminate a propensity for high voltage arcing, poor
connections to the load resistor, and to reduce difficulty in aligning
the core stacks. The cases will now be 0.25 inches taller in order to provide
additional spacing between the drive boards and corners will be rounded
where the high voltage is close. In addition, dowel pins will be added
to the cases for easier alignment of the cores. The design of a more rigid
connection of the high voltage flange to the resistor load has been completed.
Until now, all testing has been done using RG-58 cable, which should
be good up to about 5 kV. The actual 22.5 W
, high voltage cable that will be installed in SPEAR will be sent to the
cable shop to be cut to length within the next week.
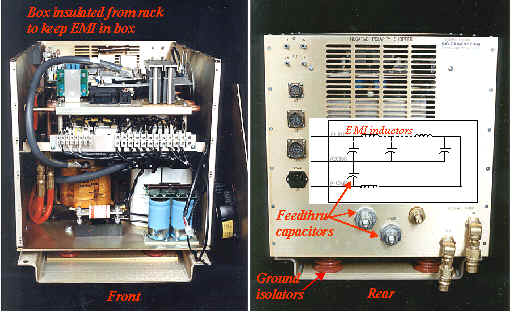
Precision Power Supply Controllers
The prototype BitBus precision power supply controller shown in the
figure below was built for PEP II and was borrowed from the SLAC Power
Conversion Department for test of a VME to BitBus adapter purchased by
the SSRL Instrumentation and Controls (I & C) Group. I & C have
reported initial success in having the adapter communicate with the BitBus
precision controller. Upon completion of successful testing, the precision
BitBus controllers will be released for fabrication during the next reporting
period.

Prototype Precision BitBus Power Supply Controller
Magnet Testing
Several dipole and quadrupole magnets have arrived from Beijing. These
are being electrically tested as they arrive. For each magnet the tests
consist of high potential testing and DC resistance measurements of the
main coils, trim windings and Klixon thermostats and B-field polarity measurements
at each pole.
1.4 RF System
Cavities
During a site visit to Accel Instrumentation in Germany in March 2001,
progress on the fabrication of 4 RF cavities was checked. A six weeks delay
caused by the qualification of the electro-forming process had not been
made up and threatened to delay final delivery. By choosing to do some
work at an outside sub-contractor, the progress will be speeded up. The
sub-contractor was visited and found to be very capable to perform the
work. Electro-forming is completed on all four cavities and cavity ports
are now being machined at the sub-contractor.
Fabrication of cavity accessories at SLAC like ceramic windows and higher
order mode loads is making rapid progress. All twelve high order mode loads
are completed. The ceramic windows had a faulty first braze test, indicating
a loss of the know-how at an external vendor. A first successful braze
was done in house at SLAC. Other components like tuners and coupling network
are 95% complete.
Klystron
The 1.2 MW klystron was ordered March 17, 2000 from Marconi Applied
Technologies with a 12 months delivery time. The successful acceptance
test at Marconi was witnessed March 8, 2001 and the klystron has since
arrived at SLAC in good condition.
Low-level RF
The Low-level RF System design modifications are in process at the new
Electronics & Software Engineering Department at SLAC.
1.5 Instrumentation
and Control Systems
Progress in design of instrumentation and control systems for the SPEAR
3 project continued, and some components were received.
Computer Control System
For computer control of the SPEAR3 main and intermediate power supplies,
the communication between a new commercial VME Bitbus interface and the
PEP2 Bitbus power supply controller (which will be used for SPEAR3) has
been successfully tested.
Some steps to finalize the design of the SPEAR3 corrector supply controls
were made. It looks like we are going to be able to use a commercial VME
CPU module in each corrector crate and have a serial digital communication
between this crate controller and each MCOR30 module. If a commercially
available CPU module can be used, the design and production will be simplified.
Details will be decided in a review in the second quarter 2001. Also, for
the MCOR30 design, several components (ADCs, DACs and multiplexers) have
been evaluated and successfully tested and characterized.
Software was written to test and characterize the Echotek digital receiver
modules which will be used to process the BPM signal data. Driver software
for VxWorks to handle these VME modules is now available.
Beam Monitoring Systems
Definition of Beam Position Monitor (BPM) electronics has focused onto
a two-system approach, in order to meet the diverse requirements of closed
orbit feedback and faster, first-turn response. High-performance closed
orbit feedback electronic modules are commercially available, and proposals
are being sought from the vendors. Electronics for faster response continue
to be developed within SSRL.
The BPM System and the Machine Protection System (MPS) are closely tied,
since button signals are shared by the two systems. A working decision,
that the signals be shared at the output of the BPM receiver modules, has
been made. The advantage is a reduction of modules, cables, crosstalk,
and simplified packaging. This information was presented to the commercial
suppliers for technical appraisal. The outcome will strongly affect the
system configuration, performance, and equipment layout, which will be
decided after a design review in May 2001.
BPM "buttons" were received from the commercial supplier and were tested.
Fifty buttons were tested according to the Acceptance Test Procedure, and
96% passed. Four randomly selected buttons are being life cycle tested
under extremely adverse conditions.
Digital IF (Intermediate Frequency) modules were received and extensively
tested. The full complement, 2 prototypes and 12 production modules, were
accepted from the supplier. One prototype is being evaluated in the SPEAR2
BPM system. Performance of the analog-to-digital converter has exceeded
expectations. An effort to improve the embedded software in the module
for the specific SPEAR3 applications is ongoing.
Quadrupole Modulation System
The design of the Quadrupole Modulation System was assigned to an engineer
within the SLAC Power Conversion Group. Management of this project will
be shifted from the SPEAR 3 I&C group to the Power Supply group (P.
Bellomo) during the next quarter.
Timing System
The PTS DDS-based signal generator that will serve as SPEAR 3 RF master
oscillator has been received and partially characterized. It looks like
its performance will exceed the requirements for SPEAR 3. Tests are continuing,
focusing on remote control functions.
Work on specifying the LO/Clock and Booster-SPEAR Phase-Locked Loop
systems has been on hold given that the new engineer assigned to the task
has had other higher priority responsibilities. The specification is planned
for completion during the next quarter.
Protection Systems
A decision was made to eliminate the Access Control Interlock search
areas in the East and West Pit buildings, making those areas accessible
when beam is stored in SPEAR The SPEAR 3 Personnel Protection System will
only control access to the SPEAR tunnel itself.
A decision was made to use commercial BPM electronics for the Orbit
Interlock System. Each BPM button will be sampled at a rate of 10 kHz,
and it will take 250 m s for the X and Y output
signals to reach 90% of their new value after a beam displacement.
The design of the SPEAR 3 vacuum controls and magnet cooling protection
system is in progress.
1.6 Cable Plant
Design of the cable tray system was again the dominant activity during
this last quarter. The details for the cable tray system are now well defined.
Formerly unresolved issues centered on the required upgrading of the new
East-West elevated cable tray supports, and their need to take on additional
potential loads. We believe that the additional load issues have now been
sufficiently addressed and we have proceeded with detailed design work.
Documentation for the new tray system supports outside of B117 and B118
has been submitted to the Earthquake Committee and approvals have been
received. Detailed documentation for the cable tray supports that will
be installed on the inside periphery in the SPEAR3 ring have also been
submitted to the Earthquake Committee and approvals have been received.
The existing underground cable ducts and covered trench will support
Klystron Power Supply cables originating from shelter B514 via a new concrete
underground duct bank extension. The decision on the tray OR duct approach
became the tray AND duct approach as indicated above.
Within Building 118, supports, which will suspend the trays from overhead
have been designed and are pending review and approval by the Earthquake
Committee. These supports are required to carry SPEAR3 cable loads and
a short LCW run to the water-cooled power supplies. This work can only
be done during the summer downtime and we have made the design and bid
package one of the highest priorities. The contract package to install
trays and/or supports in B118, between East and West Pits and ring outer-wall
supports is nearly complete in preparation for the 2001 summer downtime.
Our cable tray support concrete footings and trenching/duct bank concrete
work are to be integrated into the overall concrete contract work already
planned for the pit areas. By doing so we eliminate potential conflicts
and hindrances to other concurrent activities. This work will also be completed
during the summer 2001 downtime. Documentation of the cable tray support
footings and trench/duct work has been supplied to Brian Choi for inclusion
in the main contract.
We have implemented several training meetings to familiarize the engineering
and coordination staff in the use of entry methods and requirements for
the CAPTAR (Cable Plant Tracking and Reporting) database. One of the primary
uses of CAPTAR is report generation. This reporting capability is the one
mechanism used at SLAC, in concert with detailed drawings, that enable
contractors to bid and install cable plant. The training in CAPTAR also
clarifies for the engineering staff what information MUST be known in order
to have cabling included in the FY02 installation work.
1.8 Facilities
The engineering and design drawings for the remaining cast-in-place concrete
shielding walls and the pre-cast roof shielding in West Straight Section
were completed in March of this Quarter. The engineering package for the
subcontract is at Contract Administration. The site-walk for this project
is scheduled on 4/30/01. The construction will start in July and be completed
at the beginning of September 2001. The major elements of the work include:
· Excavation, trenching,
fill, sub-grade, preparation and backfill for parking lot, concrete alcove
wall foundations and slab.
· Field survey location and verify
the footprint of the slab foundations, alcove walls, and key design points
as indicated on drawings.
· Demolish and deliver the existing
concrete and asphalt to Building 120 parking lot for disposal by the University.
· Provide reinforced concrete slabs,
footings and walls.
· Remove and re-locate existing concrete
shielding blocks as indicated on drawings. This work includes removing
all the existing seismic anchorages.
· Detail, fabricate, deliver shielding
blocks, off load at the delivery site and install in accordance with this
specification and subcontract drawings.
· Furnish and install all seismic
anchorage as specified on drawings.
· Reinstall supporting members, siding,
and install new flashing over new roof shielding blocks.
The engineering and design drawings for the tunnel utilities modification
are 70% complete. The installation of the utilities has been postponed
until 2002 shutdown in order to minimize the shutdown length periods. Only
minor utility modifications will take place in West Pit in 2001 shutdown
to facilitate the shielding work. The various accelerator maintenance groups
will further define the lighting placement and requirements of the AC distribution
before the design is finalized.
1.9 Installation
This WBS category includes only the final major installation period planned
for FY 03. The work includes removal of all SPEAR 2 technical systems,
the construction of new re-inforced concrete floors in the storage ring
tunnel and in the existing power supply building, the installation of SPEAR
3 technical systems together with power and signal cables, and final tests
of in-place technical systems and components.
The time duration goal for this final installation period is
six months. Some 38 pages of schedule details were provided for the July
2000 Lehman review without full optimization for multishift or weekend
operation. This will be addressed after we are assured that all activities
are defined and included.
The Installation Schedule is now undergoing updates and revisions. Line-by-line
review has taken place in the recent few weeks with the intent of identifying
areas where the overall project duration might be reduced. We have had
a detailed look at resource loading and no surprises have surfaced. Current
activities include the incorporation of schedule revisions resulting from
recent changes in sub-systems design and installation logistics.
2.1 Accelerator Physics
Summary
In the second quarter of FY2001, the accelerator physics group generated
beam loss estimates in SPEAR 3 for the radiation physics department, developed
Channel Access software for communication between application programs
and the on-line database, refined electron beam mis-steering specifications
and began developing detailed specifications for the synchrotron light
monitor.
Radiation Physics
SSRL radiation physics document ' Electron Beam Loss Estimates for SPEAR
3' (1997) was extensively revised to reflect Injector upgrades and engineering
details for SPEAR 3. Two of the main changes were to increase the injection
beam power from 2 W to 4 W and introduce a fixed collimator to intercept
much of the electron beam power load in the SPEAR tunnel (see 'Fixed Collimator'
below). The revised document, (SSRL-ENG-NOTE 371M), was reviewed by the
SLAC Radiation Safety Committee with minor revisions suggested. In particular,
the power load estimate on the fixed collimator was increased from 50%
to 100% of total accumulated charge to increase shielding requirements.
The shielding philosophy at SLAC is 'ALARA' (As-Low-As-Reasonably-Achievable).
The anticipated pattern of electron beam loss through the SSRL accelerator
chain and within the SPEAR 3 tunnel is shown in the following two figures.
Electron beam loss channels for SSRL accelerator complex
Electron beam loss channels in SPEAR 3 Tunnel
Fixed Collimator for Radiation Protection
In the last reporting period we introduced a 'leading edge' mask in
the RF straight section to protect the injection septum from stray charge
lost during injection. Further analysis of particle loss showed the need
for a second fixed collimator at a location of high dispersion, in particular,
high non-linear dispersion. The energy collimator will be located in the
QFC chamber of Cell 16 with an inside radius of 30 mm. The collimator
will intercept particles lost from the 'RF bucket' which tend to spiral
inward to the center of the ring at high dispersion points. As the particle
energy deviation exceeds 4-5%, the dispersion becomes a non-linear function
of energy and peaks at eight locations throughout the storage ring. One
of these locations, Cell 16, has been chosen as a location for the fixed
collimator mask. In this capacity, the mask is expected to intercept up
to 100% of the 1.2 kJ electron beam during RF beam abort at 500 mA/3GeV
and most of the beam lost to Touschek or inelestic scattering. Cell 16
is also an optimum location since the concrete shielding is up to 4 ft
thick, user occupancy is minimum, and the priority for future beam lines
is low.
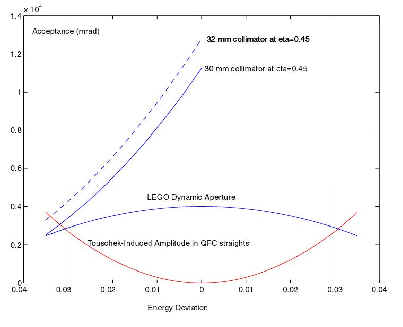
Energy Acceptance Calculations
Analytical calculations were made for physical aperture, rf aperture,
and dynamic aperture as a function of energy deviation (after D. Robin,
et al, Arcidosso, 1998). Induced betatron induced amplitudes following
a Touschek event can be shown on the same plot. The intercept of induced-amplitude
with limiting
apertures (physical, dynamic) indicates the energy aperture.
For 3.2 MV rf, the bucket size is ~3% at 3 GeV (see figure). The energy-dependent
dynamic aperture curve also intercepts the induced-amplitude curve at about
3% for linear optics. An aperture reduction of about 20% occurs for non-linear
optics (off-energy optical functions and dispersion orbit). Based on these
data, the intercept of induced betatron amplitude with an aperture introduced
by the fixed QFC collimator located at 30 mm is on the order of delta=3.5%.
Accelerator Simulator
The Accelerator Toolbox (AT) software has been released to the accelerator
physics community and is now in use or being evaluated for use at CAMD,
LBL, SLAC, SRC, SSRL and the SNS. The software was also used to teach particle-transport
'mapping' techniques at the USPAS accelerator school in Austin, Tx this
quarter. A 37 page report 'Accelerator Toolbox for MATLAB' (SLAC-PUB-8732)
was issued to document the code. To fully improve communication between
AT and the SPEAR 3 control computer, the 'Simple Channel Access' software
(SCA) adopted from LBL was replaced with a direct 'Channel Access' (CA)
connection. The new software eliminates the SCA layer of code between the
user and CA (direct CA calls now), and fulfills an important need for SSRL
and other laboratories using both MATLAB and the EPICS control system.
Application Programs
The ORBIT application program continued to undergo on-line testing which
resulted in both code interface and underlying code modifications. In particular,
ability to measure corrector-to-electron BPM and corrector-to-photon BPM
responses was added and tested on SPEAR 2. Several eight-hour orbit feedback
tests were made using the measured response matrix to demonstrate code
stability. The graphical user interface was also changed to permit 'slider'
control of orbit corrections, add help facilities and improve user interactions.
The new version of database access routines using direct Channel Access
calls will be installed and tested in coming months.
Electron Beam Mis-Steering
Analysis was carried out to evaluate electron beam mis-steering from
dipole magnets with orbit interlocks active. Referring to SSRL Engineering
Note M344, the maximum vertical mis-steering amplitude in dipoles with
interlocks on is 26 mm-mrad. With interlocks on, the global orbit distortion
has an emittance amplitude limit of 1.15 mm-mrad (limited by a 2.45 mm
x 0.49 mrad trip level in the ID interlocks). Computing the mis-steer amplitude
with a local orbit distortion amplitude of 4.84 mm-mrad and a global amplitude
of 1.15 mm-mrad with interlocks on, the net mis-steer limit is 11 mm-mrad.
In order to protect sensitive vacuum chamber components, masking must be
provided to intercept vertically mis-steered electron beam in the dipoles
to 11 mm-mrad.
Synchrotron Light Monitor
A concrete drilling company was contacted to comment on the feasibility
of drilling a SLM radiation exit port through the shielding wall. The company
reported no fundamental problems but the exit port must go between rebar
tie points to maintain structural integrity of the wall.
With the help of photon beam line engineers, the preliminary front-end
optics for the SLM has been designed. Exiting from magnet 15BM2, the radiation
will pass through the 15S16 insertion device exit port. A 'cold finger'
(cooled copper bar) will intercept +/- 0.6 mrad vertical radiation from
the core of the beam to reduce total beam power. The total vertical aperture
will be +/- 3.0-3.5 mrad and the horizontal aperture will be on the order
of +/- 3.0 mrad. The M0 (first) mirror will be Si substrate to utilize
the low thermal expansion coefficient. Depending on the exact photon beam
energy range of interest (~200 nm) and reflectivities of each polarization,
a metallic surface coat may be required. 200 nm is desirable because off-the-shelf
optical components are available. The final m0 incidence angle still needs
to be specified.
A study of a reflective-optics (Schwarzchild mirror) configuration for
magnification and propagation into the SLM diagnostics room has begun with
design code Zemax. The optics code produces simulated images to indicate
effects of spherical aberrations. Diffraction effects due to the cold finger
shadow will be investigated. The beam source is 182 x 51 micron with 5
mrad curvature, 39 mm length and 98 micron sagitta. With the Schwarzchild
mirror configuration, the beam can be imaged directly onto the CCD camera,
and a splitter can be used to extract beam for streak camera applications.